In December’s newsletter, the topic of practical supply chain automation presented the concept of gravity flow racking to automate the movement and transfer of stored materials. Another practical and affordable method of material transfer small manufacturers can utilize is using basic mechanical conveyor systems.
What are the common types of conveyor systems?
There are two basic types of conveyor systems the smaller manufacturer can take advantage of including:
- Electric motor-driven systems using either belt or chain drive
- Non-motorized gravity-based systems
Electric-powered conveyor systems use an electric motor that drives a rubber belt or a chain attached to sprockets on metal rollers. Electric Conveyors can run continuously, be operated or controlled by an employee (by switch), or triggered automatically by the weight of a product or component using a pressure switch. Gravity based conveyors take advantage of an elevation change to allow gravity to move product or components from one location to another over a set of metal rollers.
Creative uses of conveyor systems
Small manufacturers can deploy conveyor systems in a variety of configurations to solve a wide variety of material transfer needs. Conveyor systems can relieve material flow congestion, reducing the need for forklifts and manual material transfer. These systems can be configured in a variety of shapes including linear, serpentine, U-shaped, with 90 degree turns, cantilevered, and spiral configurations.
Some systems are temporary and can be folded or collapsed when not in use.
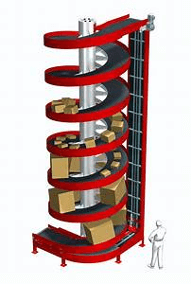
If you have the benefit of vertical elevation such as when a product is produced on a mezzanine, a higher floor, or elevated platform, a spiral gravity flow conveyor can be used to easily move materials to another, lower location. Spiral conveyors also have the added benefit of a low footprint to conserve space.
If the elevation is not available and your facility is on a single level then an electric conveyor system using a belt or chain drive can be utilized. A common lean application is using a conveyor system configured in a “U” fashion to allow a single employee to operate several assembly stations from a single position saving both labor and motion.
Cantilevered conveyor configurations are useful for applications where unused vertical space is available such as when a product is painted and requires adequate drying time before reaching the next operation destination. In this age of COVID, conveyors can be deployed for small-batch material movements between work stations to aid social distancing.


Other components can also be added to a conveyor to carry out various functions such as bar code readers to automate tracking of an item movement or load cells to weigh an item for a simple quality check feature when it passes over a location on the conveyor system.
Where to find good quality, affordable conveyors
Affordably priced, used conveyor systems in good working order are readily available and can be found with a search on the internet or through the many used manufacturing equipment auction houses. New conveyor equipment dealers can also be a good source of used equipment and can often refer you to customers that are looking to sell their used systems.
Conveyor systems are another simple automation solution for material handling challenges with many possible practical applications. If you would like to discuss this or other material flow challenges please feel free to call or email me.
Tim Allen is the VP of Management Consulting at Pragmatek and specializes in helping small and mid-size manufacturers improve business profitability. Contact: (214)-493-9111, tim.allen@pragmatek.com, and LinkedIn